


中国第一汽车集团公司企业标准
商用车零组件物流包装规范
前言
本标准是按照商用车整车零组件的特征,为完善、统一零组件物流包装管理,保证产品储运质量,提高货运包装装载、运输和流转效率拉伸包装技术,降低运输费用,对商用车整车零组件物流包装制订的一个企业标准。
目次
前言
1.范围
2.规范性引用文件
3.术语和定义
3.1物流
3.2包装
3.3硬质包装
3.4软包装
3.5内装物
3.6托盘包装
3.7捆扎包装
3.8防护包装
4.包装的基本要求
5.包装类型
5.1金属包装
5.2瓦楞纸箱包装
5.3塑料包装
5.4木制包装
6.质量控制
6.1金属包装

6.2瓦楞纸板、木质包装
7.物流包装使用寿命
7.1金属包装
7.2塑料包装
7.3瓦楞纸箱包装
8.标志及标识
8.1包装储运图示标志
8.2物流包装(金属包装)标识
附录A包装基本试验
A.1包装试验规定
A.2包装基本试验方式
A.2.1跌落试验
A.2.2侧翻试验
A.2.3水平冲击(碰撞)试验
A.2.4振动试验
A.2.5堆码试验
其它
商用车零组件物流包装规范
1.范围
本标准要求了商用车零组件的包装分类、包装结构、技术规定、标志及标示。
本标准适用于商用车主机厂零组件在流通过程中为避免在搬运、保管、运输等环节中发生诸多障碍、事故时,质量得到影响而进行的包装。
2.规范性引用文件
以下文件针对本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(比如所有的更改单)适用于本文件。
GB/T191-2008包装储运图示标志
GB/T700-2006碳素结构钢
GB912-2008碳素结构钢和低合金结构钢热轧薄铝板和钢带
GB/T1591-2008低合金高硬度结构钢
GB/T2518-2008连续热镀锌钢板及钢带
GB/T4122.1—2000包装术语第一部分:基础
GB/T4857包装基本试验方法

3.术语和定义
GB/T18354和GB/T4122.1界定的及以下涵义和定义适用于本文件。
3.1物流
物品从供应地到接收地的实体流动过程。根据需要,将货运、储存、装卸、搬运、包装、流通、加工、配送、信息处理等基本用途实施有机结合。
3.2包装
为在流通过程中保护产品、方便储运、促进销售,按一定方式而采取的容器、材料、辅助物等的总体名称。也指为了超过上述目的而采取容器、材料、辅助物的过程中施加一定方式等的操作活动。
3.3硬质包装
在充填或取出内装物后,容器样式基本不出现差异的包装。该容器通常用塑料、木质材料、纸板、硬质橡胶等材料制成。
3.4软包装
在充填或取出内装物后,容器样式可出现差异的包装。该容器通常用纸、纤维食品、塑料薄膜或复合包装材料等制成。
3.5内装物
包装件内所装的产品或物品。
3.6托盘包装
将包装件或产品堆码在托盘上,通过捆扎、裹包或胶粘等方式加以固定,形成一个搬运单元,以便用机械设施搬运。
3.7捆扎包装

对海棉、橡胶、板材等大面积、易散落的零组件或包装,根据需要用适度材料扎进、固定、保持或加固的包装。
3.8防护包装
保护被包装物的一种包装方式。防护包装可以保护内装物从封闭包装到最后使用者开启包装为止的过程中不出现变质、损坏或损失。根据周边的环境对产品危害程度的不同和需要保护时间的长短,可使包装具有不同的保护程度。
4.包装的基本要求
a)保护被包装的产品品质;
b)应该防潮、防锈、防震的部件具有其用途;
c)搬运、堆放方便,有便于存放;
d)考量物流环节各阶段的工作强度、保管效率、运输效率;
e)确保包装材料和容器的安全性;
f)包装的总量单位要与运输和销售的实际状况相吻合;
g)产品的表示方式精确、产品的使用方式、性能状况表明要精确;
h)力求包装外形的通用化、简单化、轻量化、标准化;
i)包装材料的利润与产品价值要相适应;
j)注意废弃处理上的合理性。
5.包装类型
5.1金属包装
5.1.1通用料箱
5.1.1.1结构(见图1、图2)
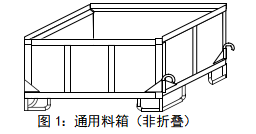

a)方钢焊接构架框架,立板、底板采用钢板结构;
b)上部开口,其中半开门料箱在重量方向1/2处有折页,具有侧面打开功能;
c)四面进叉(大约有一个叉库限位),叉槽中心距800mm(小箱叉槽中心距620mm);

d)底部框架为钢板结构,可堆垛,底部四脚为杯口或圆钢跺脚;
e)需天车吊运器具(如冲压件器具)须有吊钩装置。
5.1.1.2尺寸(见表1)

5.1.1.3材质
框架立柱:角钢50mm×50mm×5mm;
方钢50mm×50mm×4mm;
后面柱:圆形管50mm×50mm×3mm;
底板:Q235-δ3mm
钢板;立板:Q235-δ2mm
钢板;底座:圆钢∮20mm(A3材料)或标准杯口;
吊钩:圆钢∮25mm(A3材料)。
5.1.1.4制造要求:
a)所有的棱边要求去毛刺、倒角;
b)互相配合的组件需要依照图纸上标注的技术规定,拆装、折合转动灵活自如,互换性良好,与零件的接触面要采取静音设计,不可造成磕碰音;
c)包装中易损部分需要易于维修、更换。
5.1.1.5焊接技术要求
a)焊接前,金属材料要干净、平整,必要时要打坡口;
b)焊缝要平整、高度均匀,不得有孔隙、裂纹、焊渣、断条及凸凹不平等缺陷,要消除飞溅等残渣。
5.1.1.6承重要求2吨~3吨。
5.1.2专用器具(实例见图3)

5.1.2.1结构

a)带有防止零件磕碰划伤装置;
b)如无特殊规定,器具底部为井字形结构;
c)需牵引车作业器具应加装脚轮及牵引装置;
图3:专用器具(示例:油浴空滤器)
d)需堆垛器具在上面加装跺脚,顶部结构适合跺脚稳定摞放;
e)需叉车作业器具应确保至少两长面具有叉库结构,叉槽中心距620mm(直径小于,叉槽中心距800mm);
f)带有气动挺杆(见图4)翻拍结构的器具,每层大约加装一个机械式安全定位保护装置;

5.1.2.2尺寸(见表2)

专用器具尺寸系列(续)

5.1.3.1材质
框架等主材:Q235钢材;
底座:圆钢∮20mm(A3材料)或标准杯口;
吊钩:圆钢∮25mm(A3材料);
脚轮:聚氨酯或塑料。
5.1.3.2脚轮(见图5)
中重型结构,无中心孔脚轮,前脚轮为万向脚轮,后脚轮为定向脚轮;焊接骨架拉伸包装技术,表面镀铜;轮面聚氨酯,红色;轮径152mm、203mm,尺寸参数(见表3)。

......本文章共计34页;
PDF文件全文免费获得方式(分享至朋友圈,加微信索取)
for!
本公众号刊登的所有内容,包括文字、图片、音频、视频、等均在网上收集。本公众号提供的内容或服务用于个人学习、研究或欣赏,以及其它非商业性或非盈利性功能,但同时应遵循著作权法及其它相关法律的要求,不得侵害本公众号及相关权利人的合法权利。















