化工袋装物料自动化包装与仓储设计 !


发布日期:2023-09-25 22:52:06
来源:网络整理 作者:本站编辑 浏览:
32 评论:0 近年来,随着国家对智能制造的不断推进以及劳动力成本的不断提升,致使一些大中型企业逐步向着生产集约化转型,优化资源配置,进一步提升利润空间。物流被称为企业的第三利润源,在市场竞争日趋激烈的今天,提升物流效率,降低物流成本,逐渐成为企业转型的重要手段。尽管如此,仍有一些企业的物流发展处于比较滞后的状态。文中以主要生产袋装物料的某企业仓库为应用背景,探索研究一套适用于类似生产模式的物流系统,实现仓储物流设备与包装生产线对接,形成从包材供应、包装、成品入库、移库、出库及自动装车的自动仓储系统,以期实现提升仓库储能、节约物流成本的目标。一、物流系统规划
本课题研究对象为我国北方某大型煤化工企业生产包装及仓储车间,所生产物料为聚丙烯(PP)和聚乙烯(PE)颗粒,两种物料产能相当,日产量约为2000t。库区南北长390m,东西宽112m,总占地面积45000平米。左侧为聚丙烯包装车间,右侧为聚乙烯包装车间,两车间共有8条成品包装线,单线包装能力为30t/h,占地面积6705平米。配电站设在库房中部西侧,占地面积204平米。汽车装车站台长240m,宽8m;车站站台长390m,宽6.5m,能同时满足物料装车和汽车装车需求。在现有生产模式下仓库储能约为15000t。由于该车间的物料生产及存储布局基本上是左右对称的,分析中均以右侧PE生产存储为例。如图1所示,PE存储区域划分为11个部分(PE01~PE11),该车间所生产的合格物料主要通过火车运输销售,生产过程中所产生的过渡料、协议料及部分合格料通过卡车运输销售。
车间目前生产流程为人工用叉车将包材及托盘送至生产线,生产线实现自动包装码垛作业。货物由包装线码好后,人工用叉车将货物运送至库房内存储区域。物料在仓库内静置48h后,根据质检结果和出货需求,确定物料出库时间。物料出库时,由叉车将货物搬运至运输车辆装车位,由人工完成货物装车作业。 现有的作业模式中诸多环节是通过密集劳动力实现的,如库房内所有包材、托盘及货物运输,靠人工用叉车搬运。叉车运输速度较快,易造成货物损坏,存在安全隐患;在货物出库装车阶段,完全是依靠劳动力搬运,劳动强度大,人员成本高。因此,该自动仓储系统的设计目标之一是满足作业需求的条件下最大程度减少叉车作业人员和装卸作业人员,提升企业仓储物流自动化水平。在基本保持现有生产模式的前提下,对整个仓储空间做出重新规划,新规划布局主要体现了3个亮点:①物料成品自动下线,通过输送线运送至对应存储区;②包材、托盘通过AGV(见图2)实现上线,并通过输送线分配至对应上线口,完成自动上线;③AGV通过调度系统控制,将货物搬运至出库线体,线体将货物分配至相应装车工位,自动装车器械完成货物的自动装卸工作。
二、物流系统设计
以火车的自动装车为例,该仓库内的自动仓储作业流程见图3。
生产流程:PE/PP颗粒原料通过管道输送至包装车间的生产线下料口,操作员根据产品信息向系统输入即将要进行包装的物料的喷码序列号,启动包装设备后,包装生产线开始包装码垛作业,包装流程如图4左侧方框内所示。最终码好垛的物料被运送到生产线末端,包装生产作业结束。
包材/空托自动上线:包装过程中需要包材和空托补给,系统通过AGV将包材和空托搬运至滚筒输送线,再通过输送线将包材与空托发送至生产线,完成包材和空托自动上线。 入库作业:货物入库作业是通过输送线运输和AGV搬运配合完成的,入库输送线和包装产线对接,货物被直接输送至相应的入库工位,由AGV接驳搬运,将货物运送至相应的存储位,完成入库作业。移库作业:根据第二天出库订单,将待出库物料转移至待装区域,避免入库作业和出库作业形成冲突,同时也节省出库作业时间。出库作业:接到出库作业指令,AGV依次将待装区物料搬运至出库输送线,再由出库输送线将物料输送至相应工位,机器人拆解整托货物,将物料搬运至自动装车设备,完成出库作业。空托回流入库:每托物料搬运结束后,所产生的空托盘由出库输送线运送至空托存储区域,空托由AGV接收并码放于存储区内,余料、空托回流入库作业完成。 如图4所示,包装产线所需的包材和托盘由2台AGV自动搬运上线,包装车间每条产线的生产节拍为1200包/h(30托/h)。对于PE生产车间,所需包材分为两种,且两种包材在外形体积上无差别,每托包材装有包装袋7200根。托盘只有一种,10个托盘为一个搬运单元。每托包材可供生产线连续使用6h,每条生产线每天所需包材2~3托,为避免包材输送与托盘发生冲突,该方案中规定每天生产开始前30min由AGV负责包材的自动上线,将包材发送至线边临时存放。一个空托搬运单元为10个托盘,生产车间4条生产线每小时需托盘120个,即12个搬运单元,由此得出AGV的搬运节拍为5min/次。 1)物料存储区需满足货物的存储需求,即仓库升级后存储量不能低于现有生产模式下的存储量;2)货物可根据出货需求,提前完成移库作业,以满足就近出库装车的需求;3)该仓储系统存在高峰作业时间段,即5h内完成1518t装车量,且不影响物料入库作业。 如图5所示,包装码垛后的物料合流到同一输送线,单线生产节拍为30托/h,合流后生产节拍为120托/h。经过该输送线,物料被输送至存储区对应的接驳位,由AGV将货物搬运码放至存储区域内。PE存储区内有5条通道,单条通道宽5m,可供2台AGV并行,每台AGV搬运节拍约为5min/托。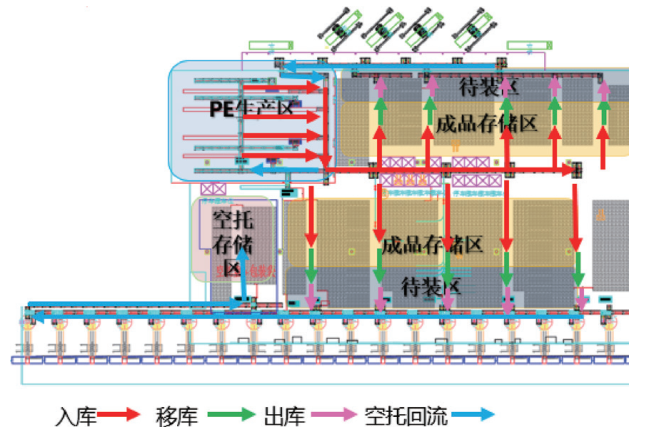
通过对现有存储区域实地测量得出单位面积上堆放货物1.5t,因此,表1中系数k(单位面积存放量)取值为1.5。表1统计数据为新布局中各存储区域占地面积,以此计算得出仓库储能较原有布局提高约10%。
由于火车运输对物料装车时间限制为5h,且出库作业与入库作业不能有冲突,因此,需要AGV在夜间不生产的时间段内进行移库作业,将待出库货物搬运至靠近出库工位的待装区域。PE存储区和PP存储区内有11条通道,可运行22台AGV,移库作业时间为6h,每台AGV的移库作业节拍为5min/托。出库作业时,有22台AGV参与作业,待装区内存放的货物距离装车工位较近,装车作业时间为4h,每台AGV搬运出库节拍为3.5min/托,满足装火车的时间需求。控制系统是自动化仓库管理和控制的核心,既要完成仓储中各种信息的管理和控制,又要实现各种自动化仓储设备的调度和控制。其主要任务:根据仓库中出入库的实际情况对在库物品进行管理,根据仓库中设备的具体情况及当前状态,对各出入库任务进行调度,对系统中的各自动化设备或装置进行实时监控,与企业管理系统进行通信,实现系统故障的自动检测和诊断等。 控制系统结构可分为三层:WCS(仓库控制系统)层、WMS(仓储管理系统)层和执行机构层。仓库管理系统(WMS)软件是系统的核心,负责整个仓库的账目管理和作业管理,并担负与上级系统的通信和企业信息系统的部分任务。仓库管理系统需具备入库管理、库存管理、出库管理、审计事务日志、管理/追踪等功能。仓库控制系统(WCS)是自动化仓库的信息枢纽,它根据仓库管理系统的作业命令,按运行时间最短、作业间的配合合理等原则对作业的先后顺序进行优化组合排队,并将优化后的作业命令发送给各控制系统,对作业进程、作业信息及运行设备进行实时监控,同时将指令执行结果反馈给WMS。电气控制系统在得到指令后,将其翻译成机器可以识别的指令,通过外部传感器,最终通过控制设备完成指令。对于本系统,AGV通过无线AP接收WCS指令,将指定物料搬运至指定工位;PLC驱动输送线滚筒电机,将物料、空托、包材等输送至指定工位;扫码设备通过读取托盘信息,与系统内调取出的物料信息进行绑定,将对物料的追踪转化为对托盘的追踪,直至物料出库装车,托盘与物料信息解除绑定;码垛机器人负责拆解物料,将物料搬运至自动装车设备,并反馈给WCS相应的搬运信息;自动装车设备接收WCS发出的调度指令,执行相应程序,完成具体的装车作业,并将作业数据反馈给WCS。四、结语
本文通过对某企业物流现状进行分析,针对生产流程中存在的叉车安全隐患、作业人员劳动强度大等问题,探索性地提出了一种新的物流模式,并分析了这种模式的可行性及优势。随着劳动力成本不断增加,行业标准化程度逐步提高,这种物流模式在大型仓储企业将会得到推广应用。
----好的文章,值得分享----
物流文视界
编辑转发只为传递更多信息,并不代表本号观点。
如有侵权,请联删。
--------旗下媒体矩阵--------
























