


以下为演讲主要内容:
(一)初始阶段
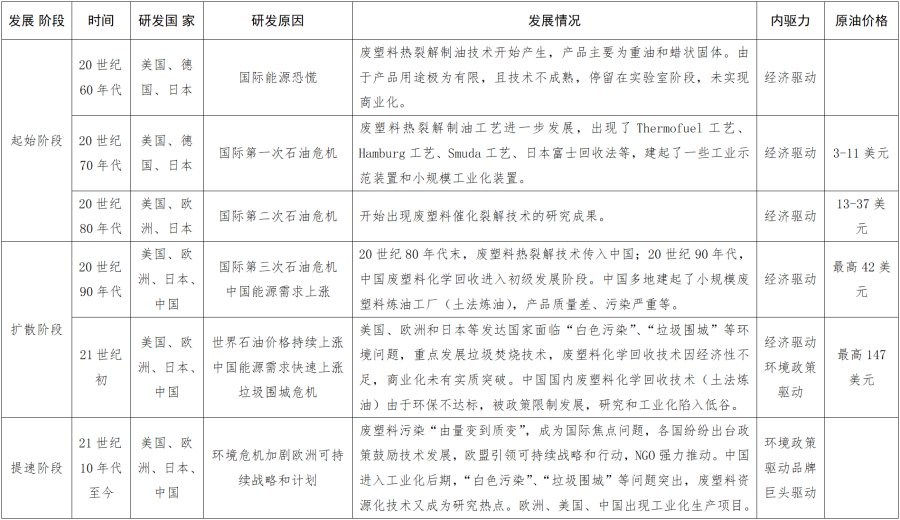
1.20世纪60年代:废塑料化学回收的历史可以追溯到20世纪60年代。 当时,全世界都存在能源恐慌。 美国、欧洲、日本等发达国家和地区开始研究回收产品的方法,以节省和替代部分石油。 这是循环经济的早期雏形。
2、20世纪70年代:由于战争等原因,石油价格上涨,引发石油危机。 美国、欧洲、日本等发达国家和地区仍在努力提高原油利用率,从而催生了一些技术和研究。 尤其是在自然资源匮乏、危机感强烈的日本,甚至出现了一些小型工业化装置。
3、20世纪80年代:20世纪80年代的中东战争导致了第二次石油危机。 当时,“废塑料催化裂解技术”的研究成果首次出现。
(2)扩散阶段
1、20世纪90年代:战争导致三次石油危机,油价再度上涨,再次引发世界对石油安全和石油利用的担忧。 由于石油价格上涨和产量减少产生的经济驱动力,人们希望回收塑料。 一些小型装置开始出现,现在被称为“本地炼油”。 大多以个体户形式存在,产品质量差,环境污染高。
2、21世纪初:21世纪初至经济危机前,石油价格持续上涨。 与此同时,美国、欧洲、日本等发达国家和地区面临着严重的白色污染。 当时垃圾处理的核心发展方法是焚烧来减少垃圾,这也可以解决一些塑料问题。 由于废塑料化学回收的回报不高,商业化上并没有取得突破。 与此同时,2007年发生了一件重要的事情,国家环保总局(现生态环境部)发布了《废塑料回收再生利用污染控制技术规范》,其中明确规定“ “不宜利用废塑料作为炼油原料”,将“本土炼油”列入“打死”,废塑料化学回收研究和产业化陷入谷底。
(3)加速阶段
2010年代至今:艾伦·麦克阿瑟基金会推动了巨头品牌、零售和包装公司的全球承诺,这些公司覆盖了全球20%以上的塑料使用量,而终结塑料垃圾联盟也促使国际化工巨头解决这一问题塑料污染。 这些公司的首席执行官致力于实现目标。 “可持续”已经从过去的口号变成了真正的战略目标。 可持续发展部门推动目标的实现。 这才是真正的推动力。 他们还真正促进和投资化学回收,因为化学回收可以生产与原始材料相同质量的塑料。
2.废塑料化学回收技术的分类
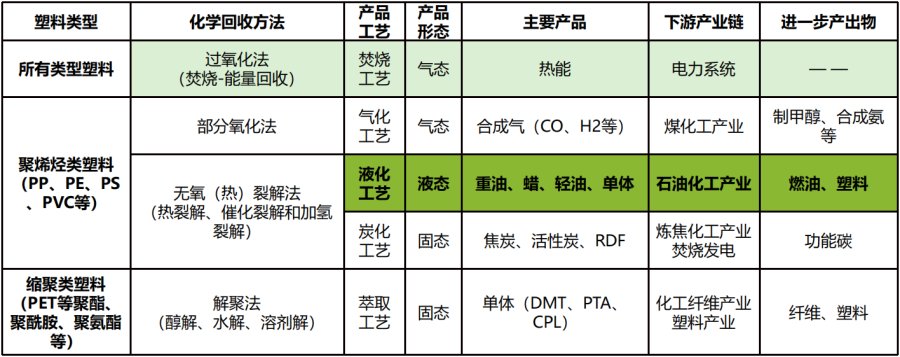
1、过氧化法:即焚烧发电,可处理各类废塑料。 氧气充分参与。 碳和氢分别生成二氧化碳和水,产生的热能被引入电力系统。
2、部分氧化法:适用于聚烯烃废塑料。 氧气参与产生合成气。 产品引入煤化工生产甲醇、氨等。
3、厌氧裂解法:适用于聚烯烃废塑料。 首先是液化过程,主要包括热解、催化裂化和加氢裂化三种类型。 热解一般产生重油和蜡,而催化裂化可以生产轻油,产出的产品可以输入石化工业生产燃料或化工产品(例如塑料); 二是炭化工艺,可生产焦炭、活性炭或RDF,产品可引入焦化行业生产功能炭(如纳米碳)。
4、解聚法:又称萃取法,适用于缩聚塑料。 主要有三种类型:醇解、水解和溶剂解。 可生产单体(如DMT、PTA、CPL等),产品可进口化纤。 塑料工业生产化学纤维和塑料。
液化工艺是目前技术较为成熟、经济效益较好的工艺。
3、废塑料化学回收产业链
(一)产业链说明
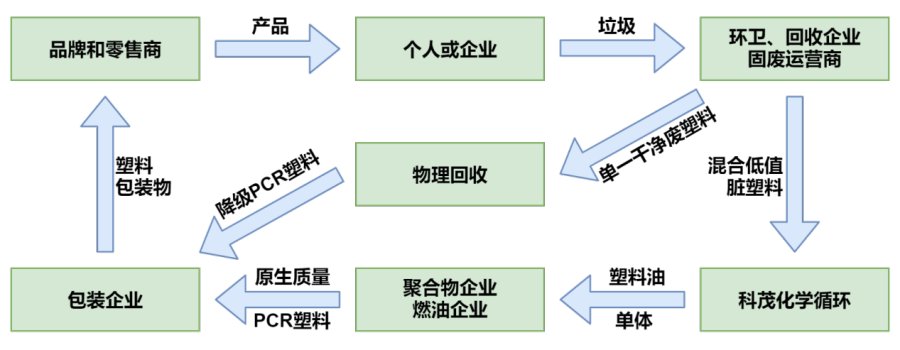
1.物理回收产业链:品牌和零售商将产品销售给个人和企业消费者。 消费者产生垃圾,环卫公司收集垃圾。 垃圾中有价值的部分由回收公司带走,剩余部分则由固废运营商处理。 商业化加工,对单一类别、相对清洁的塑料废弃物(主要是PET、HDPE、PP,重量大、密度高、适合运输)进行物理回收,降解PCR PET、PP、PE等(其中不能用于食品和医疗等高品质领域),到包装公司,包装公司再次制作新包装,然后到品牌商和零售商,从而完成塑料循环。
2、化学品回收产业链:前端与传统产业链相同。 仍然是从品牌商、零售商到消费者,再到环卫、回收和固废处理公司。 低价值、混合、受污染的塑料废物进入化学循环,产生塑料油或单体。 塑料油可以被化学公司进一步裂解生产乙烯和丙烯,然后可以制成原始质量的PCR PP和PE。 单体可以由化学公司直接制成聚合物。 同样是原生品质的PCR PP和PE,随后由包装公司制成可用于食品和医药等高价值领域的包装,然后返回给品牌商和零售商,从而完成塑料循环。
(二)产业链案例

1. SABIC+联合利华:两大巨头联合推出冰淇淋包装盒,这是全球首款即将推出的食品级塑料化学品回收盒。 他们的供应商使用化学回收将回收的塑料再生为原始品质的食品级塑料。 其规模虽小,但却具有划时代的意义。

2、巴斯夫:有四个产业链合作伙伴,包括汽车、电器、通用包装和食品包装等,虽然没有上市,但这样的企业和案例正在逐渐增多,尤其是巨头企业正在努力实现它。
4、聚烯烃废塑料化学回收技术的演变

世代划分的标准是加工方法,从手工,到机械、热力、化学和复杂化学。 将废旧塑料变成优质产品,必定是极其复杂的化学反应。 分类可能不准确,请业内人士指教。
(一)初始阶段
就连地方炼油也被国家禁止了。 加工橡胶和轻度混合塑料以生产重油和蜡。
(2) 第一代
釜式热裂解,无需催化剂,通过明火加热,加工橡胶和轻混塑料,生产重油和蜡。 曾流行于山东、河南等地。
(3) 第二代
1、管式热裂解:加工橡胶和轻混塑料,反应深度不够,产生轻油(少量)、重油和蜡。
2、溶剂热裂解:塑料与溶剂一起加热熔融,加工轻混合塑料,产生轻油(少量)、重油和蜡的裂解。
3、超临界水热裂解:在高温高压下,以水为加热载体,起微催化作用,加工重混合塑料,产生轻油(少量)、重油和蜡。
4、釜式催化裂化和催化复合:催化效果好,可处理适度混合的塑料。 由于热效率有限,产品中仍存在少量重成分。
(4)第三代
第三代之后,该产品应不再含有重油成分,并且可以处理重度混合的塑料,包括其他有机物和复杂成分。
(5)第四代
利用气体介质内热的加热方式,效率高,一条线日产能可达数百吨。 加工高度混合的塑料以生产轻质油。
(6)第五代
循环流化催化裂化烯烃重新化合,加工重混塑料,可直接生产单体,从聚合到聚合物仅一步之遥。 科茂已通过中试。
5、技术与经济核心要素

一项技术是否经济需要剖析输入和输出并对其进行详细讨论。
(1)产出因素
1、产品价格:热解生产的重油价格在1500-2000元之间。 采用催化裂化和催化重组技术生产的轻质汽油和柴油(塑料油)的价格远高于重油。 如果用来生产再生塑料,将会有更高的溢价。
2、高值产品收率:由于催化剂的参与,反应效率更高,催化裂化和催化重组技术的高值油收率会比热裂化更高。
3、单线日产能(连续性):欧洲一些做得好的企业其实不是连续性生产塑料包装技术,而是釜式生产。 先将反应釜加热,反应完毕后降温排渣,然后加料加热。 因此,能源消耗非常高,投资也很大。 第三代催化裂化和催化重组技术可以实现连续化生产,因此能耗和投资较低。
(2)投入因素
1、设备投资:如果原料要求高、反应条件高、工艺流程长,则设备投资就高。 催化裂化和催化重组技术原料要求低、反应条件低、工艺流程短、设备投资少。
2、与温度相关的能耗和投资:高温意味着高能耗。 如果生产所需温度提高100℃,每吨塑料的能耗成本可能会增加100至150元。 同时,对设备的要求和投资成本也会增加。 催化裂化和催化重组技术需要较低的温度,不需要很高的设备,因此能耗成本和设备投资较低。
3、加料要求及前处理:如果加料要求高,例如只能加工单一塑料,或者需要清洗、前处理等,就意味着更多的投资。 催化裂化和催化重组技术进料要求较低,不需要精细分离和清洗,预处理简单,因此投资较低。
4、催化剂生产加工:催化剂有上千种。 在石油炼制工业中塑料包装技术,许多催化剂含有贵金属和重金属,成本昂贵。 而且,如果重金属催化剂进入尾矿,尾矿将被判定为危险废物,需要进行后续处理。 费用同样高。 科茂催化裂化和催化重组技术所使用的催化剂不含贵金属或重金属,环保且可回收利用。
6、塑料化工回收企业快速发展

根据一些公开信息(投资、承购协议等),目前快速发展的废塑料化工回收企业大致有上述几家。 从技术角度来看,炭化、气化基本上发展不好。 这是一个抢赛道的过程,有几家巨头投资或合作。 虽然中国还没有那么激烈,但随着政策放开,市场会逐渐开放。
以上是我根据一些公开信息的初步判断。 如有错误,敬请批评指正。
7. 化学品回收厂的情景和未来
(1)垃圾分类厂+废塑料化工回收厂
1.简介:可以建立干垃圾、湿垃圾、装修垃圾分选厂等,也可以在焚烧厂旁边建设单独的分选厂,分出垃圾中的高价值塑料进行物理回收并将低价值废塑料混合回收。 化学回收产生高价值的原油或新的塑料原料,剩余垃圾应焚烧或填埋。 随着垃圾分类标准和回收率目标逐渐明确,未来此类业务或将在很多城市开展。
2、发展趋势:目前,分选厂的业态已经出现。 我国一些城市已经建有湿垃圾和装修垃圾分选厂。 这类业务在未来几年将会大幅增长,甚至在三到五年内,我国很有可能成为全球最大的市场。 以上海为例,每天产生的低值废塑料约5000吨至6000吨,每年约200万吨。 与欧洲几十吨的小工厂相比,我国的市场潜力更大。 另外,我国可能成为PCR PP和PE的出口国,因为我国人口密度大,垃圾量大,少数大城市已经开始起步。
(2)垃圾焚烧厂+废塑料化工回收车间
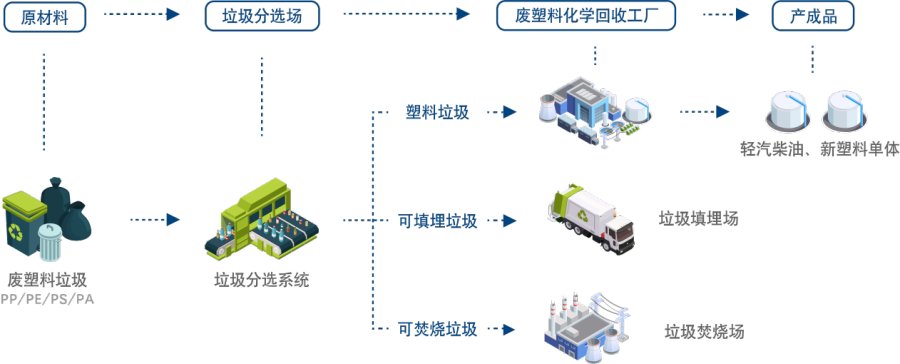
1、简介:焚烧前,混合垃圾经过分选设备将塑料分选出来,进入化学回收设备,生成高价值的原料油或新的塑料原料。 剩余垃圾进入焚烧设备。 这样可以达到很好的减量化和资源化利用。
2、发展趋势:对于一些处理能力饱和的焚烧厂具有积极意义。 将塑料垃圾分离出来进行单独处理,相当于提高了焚烧厂的处理能力,也就是增加了收入。 塑料废物通过化学回收进行处理,这增加了另一项收入; 对其他处理能力不饱和的焚烧厂产生负面影响。 分拣出热值高的塑料垃圾后,熔炉可能无法燃烧。 因此,情况差异很大,具体取决于具体情况。 目前我国有四五百座焚烧厂,未来预计饱和在900座左右,其中一定比例可以通过化学回收进行升级改造。
3、利润来源:目前的焚烧厂将塑料作为垃圾焚烧,每吨产值在数百元左右,而塑料制品的成本则高达数万。 焚烧是一种巨大的浪费。 化学回收每吨塑料可创收二三千元。 块甚至更高的利润是由于技术创新带来的利润增加。
8、低值废旧塑料分选+化学回收
(1)自动化分拣工厂

陶朗合作伙伴提供的这张图表是自动化分拣未来的蓝图。 未来的垃圾很可能不再依靠人工分类,而是大规模机械分类。 由此,一系列的垃圾分类工厂将会诞生。 高品质塑料垃圾(PET、HDPE等)将进行物理回收,低价值混合脏塑料(包括含有塑料的纸基复合包装)进行化学回收,金属和混合纸单独回收,RDF用作燃料欧洲已经有100多家这样的工厂,我国也已经开始建设。 这很可能是未来的趋势。
(二)废弃物资源化回收中心
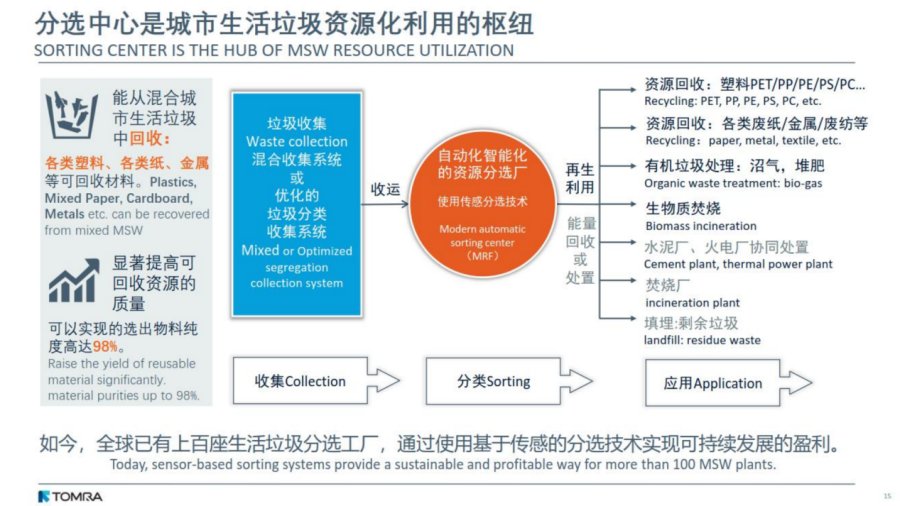
未来,分拣中心将成为城市生活垃圾资源化利用的枢纽。 只有排序才能带来后续的资源利用。 前端混合收集或优化垃圾分类收集,通过自动化、智能化分选厂,各类垃圾有不同的回收处理方式,塑料可物理回收或化学回收,纸张、金属等可回收,有机垃圾可回收处理。垃圾可堆肥或发酵,生物质可用作燃料,不可回收垃圾可焚烧发电或通过水泥厂、火电厂共同处置,不可回收垃圾可进行填埋。 这是未来将废物循环利用为资源的蓝图。 已经很明确很明确了,还有很长的路要走。

塑料垃圾的回收利用有3种方式,它们并不相互冲突,而是相辅相成的。 物理回收处理高价值、单一类别、相对清洁的塑料,化学回收处理低价值、混合、受污染的塑料,能量回收处理太脏、太乱而无法回收的塑料以及无法回收的塑料。分开了。 塑料。 目前,我国物理回收比较成熟,能源回收发展比较充分,化学回收刚刚起步。 化学回收的价值不仅在于减少焚烧产生的二恶英等污染,还在于减少50%以上的碳排放。 更重要的是,它正在充分回收资源并结束塑料垃圾。















