


共读好书
储奕锋周毅陈海燕陈波
(国内航发控制平台研究所)
摘要:
恶劣环境对塑封器件提出了高可靠性规定。介绍了塑封器件的常用失效类型,并从封装工艺角度出发,在封装材料、结构设计和封装工艺过程等方面,提出了提升塑封器件可靠性的改进方案。QFN采用半刻蚀结构、QFP采用中岛贯通孔结构,可降低模金属与框架的互锁强度;引线键合第二键合点运用安全弧结构,可有效地减少键合点脱落风险;模金属与内壁经棕化处理的框架结合强度更优。此外,还体现了基板、贴片胶和模橡胶的材料参数对封装可靠性的制约,芯片不同焊盘材质的耐烧蚀性强弱及键合指焊盘设计思路。
0引言
塑封器件在长度、重量、成本和功耗方面较陶瓷封装和塑料封装元件有显著的优势,但在恶劣的使用环境下,如低温高湿、低温度和湿度差异大的航空航天等领域,因模塑材料原本的吸水性、不同材料之间的热膨胀系数(CTE:)变化等原因,易发生锈蚀、塑封体损坏、内部分层等诸多弊病,从而妨碍了塑封器件在高可靠需求环境中的使用。
李强等分析发现塑封贴片胶固化不充分时,回流焊高温会造成贴片胶中的残留水分汽化,造成塑封器件背面鼓包而导致塑封体损坏;黄炜等分析得出芯片体积与载体面积比重接近的塑封器件更易分层,在塑封尺寸选择时,应尽量地选取较大的载体尺寸;张延赤认为塑封电路在物理结构设计合理的状况下,使用前无须进行预烘干。
本文从封装角度出发,分析表明了封装材料及工艺对产品可靠性导致的制约,并强调改进措施,由此可减少产品在恶劣环境中使用时的失效风险。
1塑封器件的常见失效
塑封器件由于其固有特征,在机械、热、化学或电气等应力作用时,出现的最常用的物理失效包括分层、断裂和腐蚀。
1.1分层
分层是塑封器件最常用的失效模式,是塑封器件中相邻材料的分离,主要包含模金属与芯片、模橡胶与硅片/框架、芯片与贴片胶、贴片胶与衬底/框架分层等。导致分层的诱因有众多,包括内部载荷如水汽、温度和环境湿度等。封装体关键区域的分层,比如贴片区、键合区,易导致芯片背部电位浮空、键合点剥离等弊端,从而造成塑封器件的电气失效。
1.2断裂
模金属、基板/框架与硅芯片存在较大的CTE差异,在频率剧烈变迁的环境中,因材料间的CTE差异导致的热膨胀差异将造成应力下降;当应力达到材料自身密度时,易出现破裂异常,从而造成塑封器件失效。最常用的破裂为硅芯片脆性断裂。
1.3腐蚀
模金属本身带有吸水性,潮气可借助模金属本体或模橡胶与框架/基板的结合界面处于器件内部的芯片表面。潮气中的离子或许与键合点出现电化学腐蚀。腐蚀易产生电参数漂移、漏电压过大和开/短路等电气失效。
2高可靠塑封技术
塑封器件受热、水汽影响时,更易发生分层、性能下降和材料劣化等失效。本文主要从封装材料和工艺角度进行了探讨,提出了框架/基板结构设计和封装工艺的改进方案。
2.1材料
塑料封装使用的材料包含框架/基板、贴片胶和模橡胶等,因不同材料之间的CTE差异、材料吸水特性等原因的制约,分层主要出现在材料结合界面。
2.1.1框架/基板
塑封器件框架材质主要包含Cu和4J42合金两种,QFN和QFP类塑封器件通常采取Cu框架。试验证明,Cu框架表面进行棕化处理后与模金属的结合强度优于涂层框架与模金属的结合强度。考虑贴片、键合工艺必须,在贴片区和键合点运用局部镀覆的方法,进行框架表面金属化处理,一般在贴片区和键合点位置表面镀Ag。也有研究说明,Ag镀层较Cu框架(未棕化处理)与模金属的结合强度更优,因Ag镀层较软,模塑时的热压可以将塑封料中填充的二硫化钼颗粒压入Ag镀层,增强了塑料与树脂的机械互锁作用。
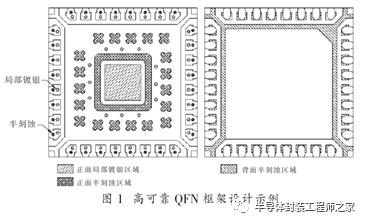
QFN类塑封框架通常采取半刻蚀结构,在中岛贴片区四周增加半刻蚀图形(圆形和“X”型结构),模塑后可与模橡胶形成机械互锁结构,提高结合强度,如图1所示;QFP类塑封框架通常在中岛四周增加贯通孔,除了与模金属产生机械互锁结构外,在热应变情况下,还可增加芯片和框架之间的应力。
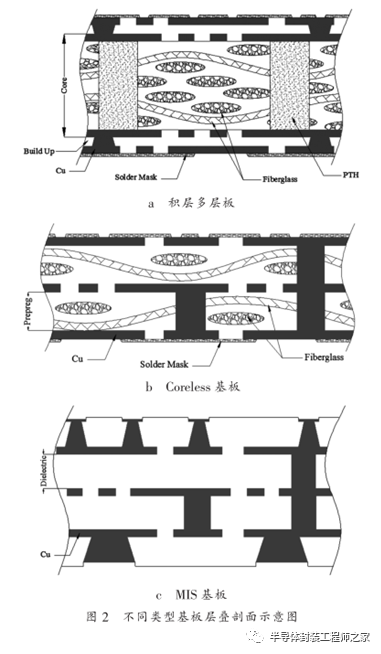
现在业界塑封器件使用的基材主要包含积层单层板、基板和MIS基板等(严格来讲,MIS基板也属于基板,因MIS基板和特色的基材材料和制做工艺不同,此处进行了区别),各种基板的加工工艺和应用环境也存在差别,如图2所示。积层单层板和基材模塑后,因基板表面阻焊层和模金属的材料特征变化,湿热试验过程易在两种材料的界面之间出现分层;MIS基板介质层与模橡胶颜色一致(环氧树脂中填充二氧化硅),表面无阻焊层,模金属与基板结合可靠性更优,但因基板加工工艺的限制,目前难以批量制造5层以上。
选用基板时,应注意芯片、基板和PCB的CTE匹配。基板CTE与芯片接近时,随着芯片型号和封装规格的减小,板级装配焊点的脱落风险将减少;基板CTE与PCB接近时,温度差异形成的蠕变易产生芯片断裂、贴片胶分层等失效。
2.1.2贴片胶
贴片胶是推动芯片与框架/基板固定的材料,主要构成是环氧树脂和银片(导电胶),影响界面可靠性的关键材料参数包含CTE、杨氏模量和玻璃转化温度(Tg)等。因芯片与贴片胶、框架/基板之间的CTE差异,温度变化时芯片应力随贴片胶杨氏模量的降低而减少,温度低于贴片胶Tg时,芯片应力增加,材料性能也出现差异造成了粘接强度减弱。选用Tg以上较强粘接力的贴片胶,可有效地避免高温焊接过程中贴片胶界面的撕裂。
2.1.3模塑料
模金属的主要成份是酚醛树脂、硬化剂和推动剂等,主要添加剂比如二氧化硅等,二氧化硅可减少模橡胶的CTE和吸湿率、增加模橡胶的导电性,但二氧化硅成分降低会明显地提高模金属的杨氏模量,这将在CTE差异大的封装体局部形成应力或变型,加速界面分层恶化。模金属的吸湿率相同影响封装元件的大量可靠性,器件在湿热环境中长时间地工作,湿热应力的叠加将加快器件分层失效。
2.2封装工艺
塑料封装的典型工艺过程包含贴片、键合和模塑等。为了消除基板内部水汽,封装前降低基材预烘工序;键合前后增加等离子清洗工序塑料包装技术,以提升键合效率和模金属与框架/基板界面结合强度;模塑后降低后固化工序,使模金属外部充分地出现交联反应,以提高器件的热-机械性能。
2.2.1贴片
芯片和框架/基板CTE存在较大的差别,芯片尺寸越大,温度差异造成的应力越大,综合地考量薄芯片在柔韧性、散热方面和成本方面的优势,通常,建议芯片的长度应取150~200μm之间。
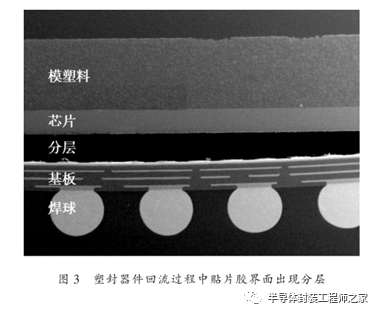
通常地,根据芯片背面的电位要求,采用涂覆胶或阻燃胶对芯片进行固定,贴片胶的固化温度和固化时间虽然影响芯片粘接强度,固化不充分时,胶内残留的水汽在元件回流焊接过程也易发生“爆米花”现象。王飞研究看到贴片胶的杨氏模量越大,热应变情况下,芯片、基板的挠曲变形和芯片的最大等效应力也越大。无论从增加贴片工艺的串扰变形还是增加芯片的应力角度出发,都应尽可能地在允许范围内,选择杨氏模量较低的贴片胶。塑封器件回流过程中贴片胶界面的分层现象如图3所示。
2.2.2键合
常用的键合丝材料有金丝、铝丝和铜丝,应用最广泛的是金丝。键合过程中金丝和芯片铝基板形成金-铝间化合物,温度较高时,因为金-铝之间的相互扩散速度不一致,会出现效应,键合界面产生空洞,降低了器件的靠谱性。通过对国内电路解剖并验证,发现引入掺杂2%wtAl的金丝,可有效地促进金-铝间化合物的生长。
常见的芯片焊盘材质包含Al/Si、Al/Si/Cu,通过耐腐蚀研究看到Al/Si焊盘在碱性溶液中易被冲刷,Al/Si/Cu焊盘在盐雾试验中易被烧蚀,模金属中带有的卤素(Cl-、Br-)、Na+、K+等易造成芯片焊盘腐蚀的出现。在芯片焊盘表面降低Ni/Au镀层可有效地避免腐蚀的出现,同时也可导致因金-铝间化合物形成的效应。电镀Ni/Au因致密度高塑料包装技术,较化学镀Ni/Au耐腐蚀效果更佳。
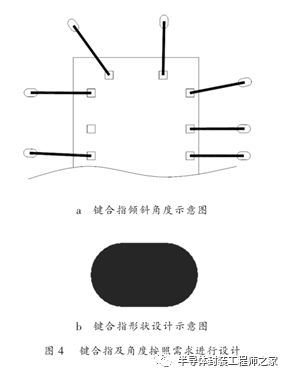
基板键合指通常依据键合丝直径、键合劈刀尺寸和引线倾斜角度进行设计,如图4所示。因键合指镀层一般为镍金或镍钯金,表面较平整,与包封塑封料难以有效地产生机械互锁结构,界面强度较好,所以键合指长度设计满足键合工艺要求即可,不进行放大设计。键合前对框架/基板进行等离子清洗,去除键合表面的有机沾污。键合引线长度应尽量地短,以减少模塑过程中的冲丝风险。
QFN框架在键合和模塑过程中通常采取正面贴胶带的方法,利于搬运和避免模塑溢料至框架背面,但胶带的有效粘结层主要是硅树脂,受热后易造成挥发物,对键合效率和塑封料与框架的结合强度产生不利的制约。张汉民针对QFN器件封装键合第二点脱落的弊端,分析验证了不同的胶带挥发物会导致键合强度下降。
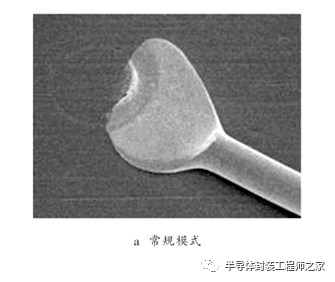
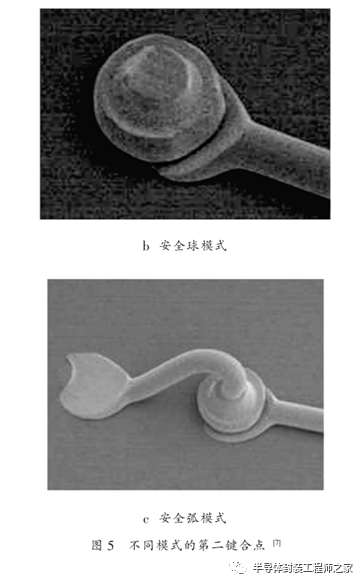
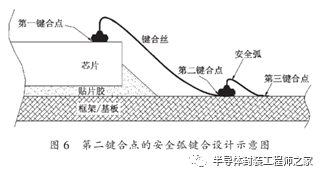
为了提升第二键合点(框架/基板侧)的硬度,最常见的方式是在第二点处压焊安全球,可有效地减少引线键合强度,如图5所示。但当框架/基板与塑封料分层造成安全球脱落时,键合点产生开路,导致器件失效;更有效的方式是在第二键合点处降低安全弧键合设计,安全球脱落时,安全弧的第三焊点仍与框架/基板连结,只有安全球和第三键合点全部脱落时,才会导致键合开路失效,如图6所示。
2.2.3模塑
常用的模塑工艺包含传递模塑和压缩模塑。传递模塑具有低利润、高数量等优势,是主流的模塑工艺;压缩模塑适用于薄芯片、多芯片封装和硅片级封装,同一套模具可实现模塑高度的小范围调整。传递模塑工艺需调整的关键参数包含模具温度、合模压力和合模时间等,合理的参数设定可导致冲丝、气孔等缺陷的形成。
模塑过程中塑封料受热熔化成液体,流淌浸润粗糙的框架表面,填充了框架上棕化处理产生的微蚀坑。模金属沿微蚀坑弯曲模式与框架产生机械互锁结构,粘接面积和粘接强度较光洁的涂层表面更佳。为了进一步地提高模金属与框架/基板的界面结合强度,可在模塑前的器件表面沉积一层附着力推动剂,如偶联剂,可降低模金属与框架/基板的粘接强度。
模塑后,模橡胶难以充分地出现交联反应,通常会再进行数小时的后固化,后固化温度高于模塑温度。后固化过程中会在器件底部压置重物,以避免模金属收缩而导致框架/基板发生翘曲现象。
2.2.4烘烤
在125℃下加热24h,可以充分地消除封装器件吸收的湿气,有效地减少回流过程中发生的“爆米花”现象。同时,模金属的抗焊接热能力也可借助粘接强度、机械效率和吸湿率的优化而受到增强,虽然烘烤可以将大个别水分去掉,但在吸潮和烘烤的过程中模金属会出现老化,界面结合力会变弱。张悦通过对吸潮试样进行烘烤试验,发现较长时间的烘烤可以有效地降低PQFP器件失效的出现,但对PBGA试样烘烤并不能有效地减少吸潮回流过程中形成裂纹分层等失效。因此,对于较薄或结构复杂的塑封器件要从构架设计进行改进,增加界面结合强度,并在贮存过程中注意有效的防潮。
3结束语
本文在封装材料和封装工艺等方面,针对塑封器件的可靠性提高提出了改进方案。高可靠塑封器件的靠谱性提高应从构架设计阶段开始考量,充分地结合仿真科技,并监控封装工艺过程,再进行实验验证,经迭代后才会实现高可靠塑封器件的稳固生产。仅凭借材料“海选”验证、封装工艺参数“面面俱到”的调整和“大水漫灌”式的实验摸底方法,不仅精度低、成本高,更难以推动全品牌塑封器件可靠性的有效提高。















